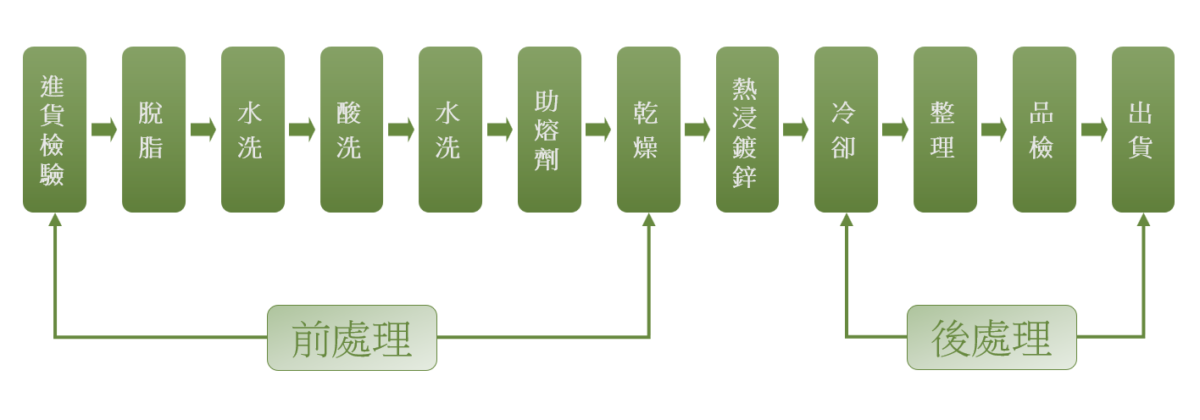
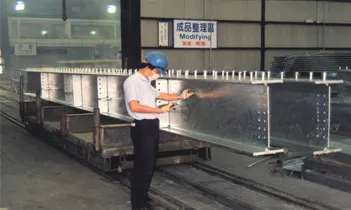
熱浸鍍鋅流程 流程簡介 01 熱浸鍍鋅的原理,簡單的說即是將已清洗潔淨的鐵件,經由Flux 的潤濕作用,浸入鋅浴中,使鋼鐵與熔融鋅反應生成一合金化的皮膜。良好的熱浸鍍鋅作業,應是各製程均在嚴格的管制下,徹底發揮該製程的功能。且若前一製程的不良,會造成後續製程的連鎖不良反應,而大量增加作業成本或造成熱浸鍍鋅不良品。若前處理不良,則熔鋅無法與鋼鐵正常完全反應形成完美的鍍鋅層組織。若後處理不良,則容易破壞鍍鋅層外觀,降低鍍鋅的商品價值等。 下方有流程詳細介紹 流程介紹 02 3. 脫脂 Degreasing 除去被鍍件的表面有機雜質,如油脂等。(操作溫度60℃~85℃) 5. 酸洗 Pickling 使用硫酸去除被鍍件的表面鐵鏽。 7. 助熔劑 Fluxing 防止鋼材再氧化,並加速鋅與鋼材表面的結合。(氧化鋅氨溶液,操作溫度60℃~80℃) 8. 熱浸鍍鋅 Galvanizing 作業人員撥除爐面氧化鋅,確保外觀品質。 9. 冷卻 Cooling 鍍鋅完成後將被鍍物送溫度60℃冷卻水槽冷卻。 11. 品質檢驗 QC 進行表面檢查與膜厚量測,確保品質。