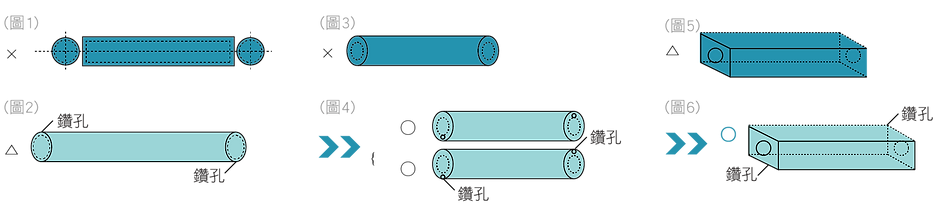
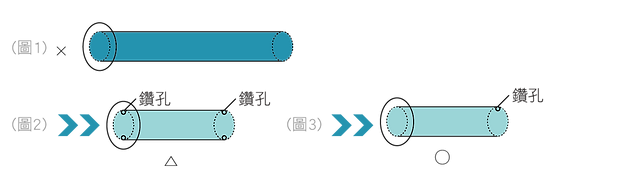
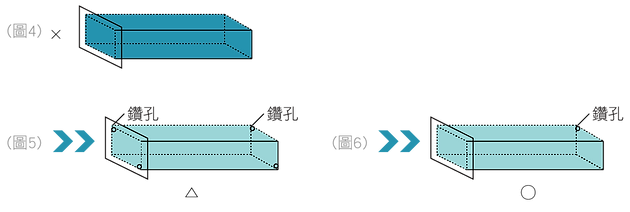
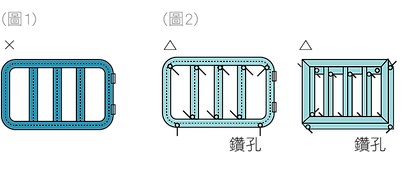
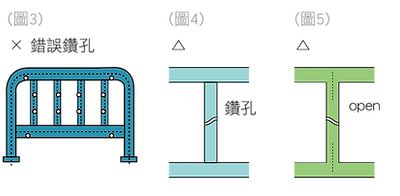
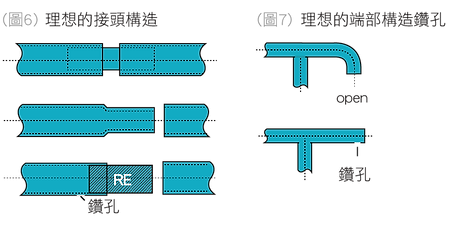
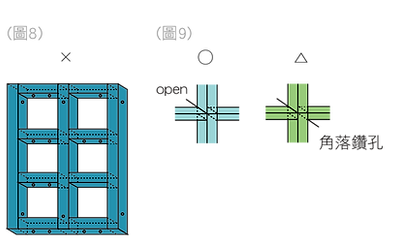
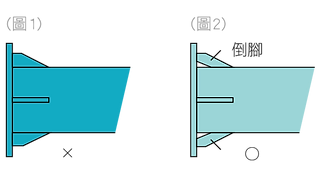
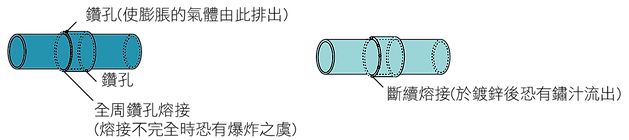
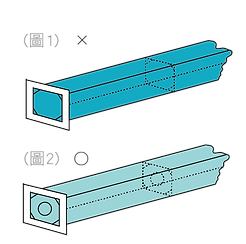
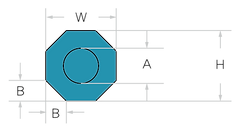
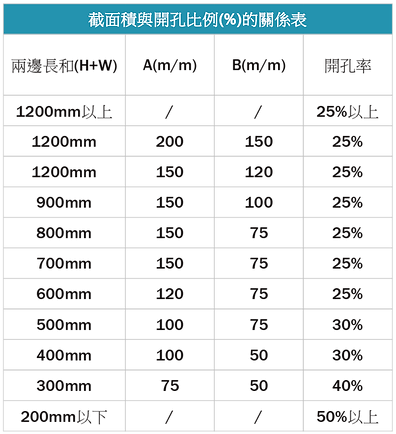
デザインポイント 01 密閉構造単一素材クラス 図1のように密閉状態では浮力により浸漬できませんので両端に空気穴を開ける必要があります。穴の位置は図2の通りです。対角線上の上部に穴を開けてください。 。 開口部の直径はチューブのサイズによって異なりますので、上記の表を参照してください。 図3、図5に示すように、穴が中心にある場合、空気が滞留する一方で、角には傷やしこりが生じます。 したがって、図 4 および図 6 に示す位置に穴を開ける必要があります。 02 フランジを含むシール構造 図1、図4に示すように両端がフランジで密閉されているため、空気の排出ができず、亜鉛液の浸入もできません。 図 2 と図 5 は、空気と亜鉛液の両方が循環できるように穴を開けた後のコンポーネントを示しています。 図 3 と図 6 に示すように、フランジの閉じた端はくり抜かれ、もう一方の端には通気孔が開けられます。この処理は亜鉛メッキ作業に最も適しています。 03 密閉構造加工品(手すり) 図1は完全に密閉されているため、空気の排出や亜鉛液の流入ができず、亜鉛めっき不良の原因となります。図 2 は、各閉じたチューブの上部と下部を示しています。両端に斜めの穴を開け、チューブの底部をくり抜く必要があります。 04 密閉構造加工品 図1に示すように、すべてが完全に密閉されており、空気が排出されず、亜鉛液体が侵入することはありません。 図2 上下のパイプを斜めに穴あけするだけでなく、四辺のパイプも四隅の下端に穴あけする必要があります。 図 3 に示す穴あけ位置は完全に正しく、図 4 に示すように両端の終点になければなりません。 図5はパイプの接続部分を通して対処するのが最善の方法です。 図8は角管の構造図であり、亜鉛めっき作業中に空気や亜鉛液が滞留する原因となる空気出口や亜鉛漏れ穴が端部にありません。 図9: 亜鉛液の流入と流出を容易にするために、角にドリルで穴を開けるか、角パイプの接合部をくりぬきます。 05 内部にカニューレが入っている場合 図 1 の配管継手には内管とのデッドスペースがあり、浮力が発生して亜鉛液が完全に浸るのを防ぎます。 図 2 に理想的な処理方法を示します。 06 ターミナル版の強化箇所 図 1 の端の補強材の端に空気や溶けた亜鉛が溜まっている可能性があるため、溶接前に図 2 に示すように面取りを確保する必要があります。 07 補強材が入っている場所 隙間のある接合部を高温の亜鉛めっき浴に浸漬すると、その中に含まれる空気と水分が数十倍もの急激な膨張を起こし、溶接不良部から爆発が発生し大変危険です。 08 内部に補強板がある場合 内部に補強板がある場合は十分な開口部が必要です。開口部の割合が少なすぎると灰焼けしやすくなります。